

樹脂砂鑄造
本文導讀:
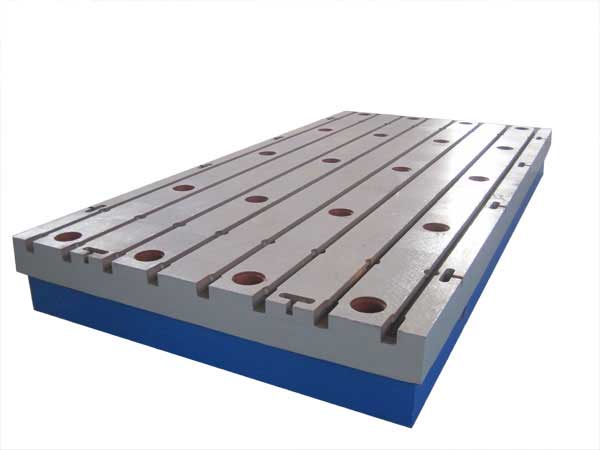




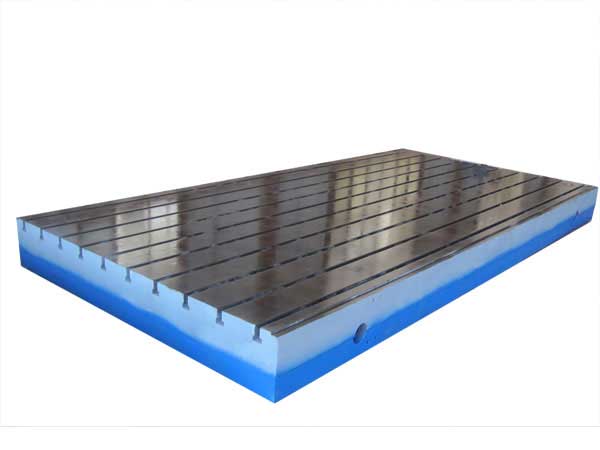


樹脂砂鑄造
與傳統的粘土砂生產鑄件相比,用樹脂砂生產的鑄件具有表面粗糙度小,尺寸精度高,品質好的特點,已日益受到市場的青睞,得到了迅速發展,已逐步成為鑄件市場的主流產品,建新量具生產的各種平臺平板等鑄件均采用樹脂砂鑄造工藝。
一、砂溫對樹脂砂硬化的影響及控制
呋喃樹脂自硬砂的硬化原理是:樹脂在固化劑的催化作用下逐漸發生交聯反應而自行硬化,固化劑的催化作用受溫度的影響較大,溫度升高催化作用加速,溫度下降,催化作用減慢,因而呋喃樹脂自硬砂在硬化過程中,硬化反應的速率與砂溫有密切的關系,同時硬化反應速率對硬化后鑄型的強度有著重要的影響。所以,要得到滿足生產需要的鑄型強度,就必須控制砂溫。
二、固化劑的加入量和酸值對鑄型的影響及控制
固化劑的加入量是按其占樹脂的比例來確定的。在固化劑酸值一定的情況下固化劑加入量愈大,樹脂砂的硬化速率就愈快,反之,愈慢。在固化劑加入量一定的情況睛,所用固化劑酸值愈高,樹脂砂硬化速率愈快,反之,愈慢。樹脂砂鑄型的硬化速率過快或過慢,都會降低鑄型硬化后的強度,因此必須合理控制樹脂砂的硬化速度。
三、樹脂砂生產對模具工藝的要求
與粘土砂相比,樹脂砂鑄件的外觀質量依賴于模具的質量,因而樹脂砂對模具的質量要求較高。模具工藝時使其較好的適應樹脂砂造型的需要,主要在以下幾個方面:
1、拔模斜度:樹脂砂在起模時已具有一定的硬化強度,較小的退讓性,較大的摩擦力,若采用敲擊的方法起模,容易損壞模具,同時樹脂砂的可修補性差,起模時,若受到破壞,較難修補。采用樹脂砂造型時,應根據生產實際和產品結構加大模具的拔模斜度,能順利的起模,得到質量較好的鑄型。
2、模具的表面粗糙度:模具表面的粗糙度對樹脂砂鑄件的表面粗糙度起決定性的作用,因而盡量降低模具表面粗糙度,是獲得高品質鑄件的重要措施。
3、加工余量:硬化后的樹脂砂鑄型有較好的剛度和較高的尺寸精度,且不易變形,所以在選擇工藝參數時,可以選取較小的機械加工余量,從而減少金屬溶液的消耗和機械加工的成本,從而可以提高鑄件的尺寸精度。
隨著市場對鑄件產品外觀質量要求的不斷提高,樹脂砂鑄件在品質上的優勢,必將日益受到重視,樹脂砂這一鑄件生產工藝,也必將得到迅速的發展和普及。
四、如何降低樹脂砂鑄造成本
1、樹脂砂原砂的選擇
樹脂砂原砂分為普通樹脂砂、水洗樹脂砂、擦洗樹脂砂等幾類,由于擦洗砂中含泥量已經很少,故可大大減少樹脂砂的浪費,應優先選擇。
2、樹脂砂樹脂的選擇
對樹脂砂原材料的選擇,不能只根據生產廠家提供的技術數據確定,而應對樹脂砂生產廠家的生產設備、生產過程及質量控制手段有所了解,并盡量自己對樹脂的各項指標進行檢驗或請有關的有較好信譽的檢驗部門進行檢驗,或借鑒同類使用廠家的經驗,或選擇信譽較好的知名大企業的樹脂砂產品。
3、樹脂砂其它原材料的選擇
樹脂砂其它原材料的選擇原則是既考慮其質量問題,又要考慮其與主要材料的匹配如采購、運輸方便等問題。
只要樹脂砂設備選擇合理、性能可靠、運行正常,原材料選擇匹配、質量穩定、供應及時,生產工藝參數制定合理、工裝器具保證,自硬樹脂砂鑄造就能夠控制并降低鑄造成本,給企業帶來發展和效益。