

иTиFҷzтһЖҪЕ_иTФмЦРЩ|БҝҝШЦЖ
ұҫОДҢ§ЧxЈәҷzтһЖҪЕ_иTФмДлЙ°Я^іМөДҝШЦЖ,ҷzтһЖҪЕ_иTФмИЫҹ’Я^іМөДҝШЦЖ,ҷzтһЖҪЕ_иTФмФмРНЯ^іМөДҝШЦЖ,ҷzтһЖҪЕ_иTФмқІЧўЯ^іМөДҝШЦЖ,ҷzтһиTиFЖҪ°еиTФмЗеАнЯ^іМөДҝШЦЖ
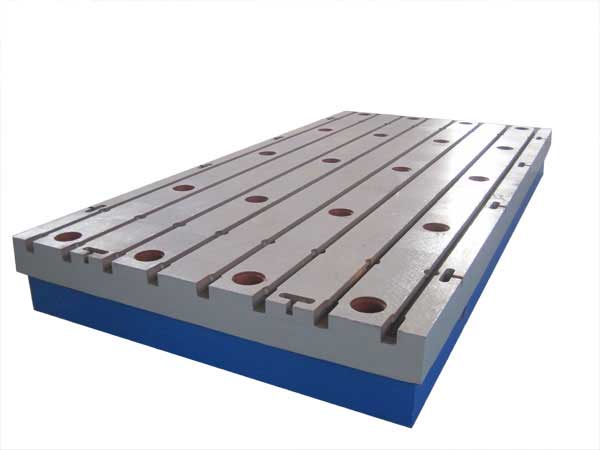




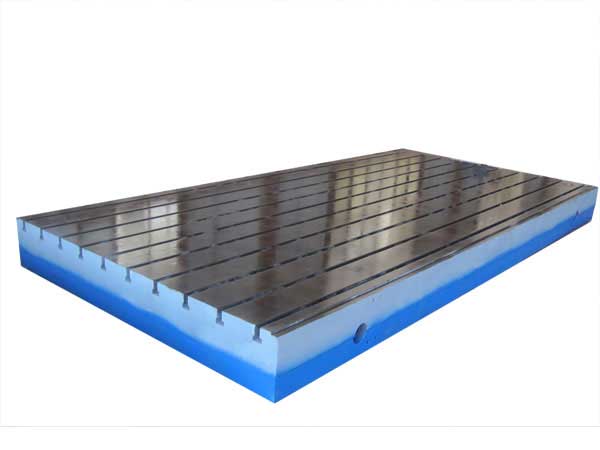


иTиFҷzтһЖҪЕ_НЁіЈІЙУГ»ТиTиF»тЗтД«иTиFЯMРРиTФмЎЈ»ТиFұ»·QһйФРУэиTиFЈ¬ЖдТФөНБ®өДіЙұҫЈ¬БјәГөДңpХрРФЎўДНДҘРФЎўҷCРөРФДЬәНиTФмРФДЬұ»ҸV·ә‘ӘУГУЪиTФмРРҳIЦРЎЈТӘК№УГ»ТиTиF«@өГәПёсөДиTФмЕчјюЈ¬ұШнҡҪӣЯ^ДлЙ°-ФмРН-ИЫҹ’-қІЧў-ЗеАн-ҷzІйөИұҠ¶аӯh№қЈ¬ТӘұЈЧCиTјюөДЩ|БҝҫНұШнҡҝШЦЖәГиTФмЯ^іМЦРөДёчӮҖӯh№қЎЈ
1.ҷzтһЖҪЕ_иTФмДлЙ°Я^іМөДҝШЦЖ
ЎЎЎЎ РНЙ°өДРФДЬҢўЦұҪУУ°н‘иTјюөДЩ|БҝЈ¬ТтҙЛЈ¬РНЙ°‘ӘФ“ҫЯУРБјәГөДНёҡвРФЈ¬қсҸҠ¶ИЎўБч„УРФЎўҝЙЛЬРФәННЛЧҢРФөИЎЈ
ЎЎЎЎ қсРНЙ°‘ӘІЙУГБЈ¶ИФЪ55ЈҜ1O0Ўў75ЈҜ150Ўў100ЈҜ200өД¶аҪЗРО»тҲAРОөДМмИ»КҜЙ°Ј¬Я@ҳУҝЙТФ«@өГЭ^әГөДұнГжҸҠ¶ИәНҝ№ҠAЙ°РФЎЈФЪХіНБә¬БҝПаН¬•rЈ¬ЕтқҷНБұИЖХНЁХіНБөДҹбқсАӯҸҠ¶ИёЯЎЈФЪқсРНХіНБЙ°ЦРјУИлЯmБҝөДГә·ЫЎўДҫРјөИЈ¬ҝЙМбёЯҝ№ҠAЙ°ДЬБҰЈ¬ІўҝЙ·АЦ№ҠAЙ°ЎўХіЙ°¶шөГөҪұнГж№вқҚөДиTјюЎЈРНЙ°өДЛ®·Ц¶Ёһй6ЈҘЧуУТЈ¬ТФК№ЖдҫЯУРЭ^әГөДҫCәПРФДЬЎЈ
ЎЎЎЎ ҮАёс°ҙХХјУБПнҳРтЈәЕfЙ°-РВЙ°-ХіНБ-Гә·Ы-Л®ЎЈ»мДл•rйg¶ЁФЪ6Ў«7minЈ¬»мДләуЯMРРјs5hЧуУТХ{„тЎЈХ{„тәуЯMРРЯ^әYЎўҙтЛЙәуФЩУГЈ¬К№РНЙ°ҫЯУРЛЙЙўРФЈ¬ТФМбёЯНёҡвРФЎўБч„УРФөИЎЈ
2.ҷzтһЖҪЕ_иTФмИЫҹ’Я^іМөДҝШЦЖ
ЎЎЎЎ Йъ®a»ТиTиFјю•rЈ¬ұШнҡҮАёсҝШЦЖИЛ tәНИЛ°ьІДБПөДЩ|БҝЈ¬ҢҰЖдіЙ·ЦЎўүK¶Иј°Ан»ҜРФДЬұШнҡ°ҙТӘЗуЯMРРҷzІйәНтһКХЎЈ
ЎЎЎЎ ФРУэиTиFКЗТ»·NЖ¬ оКҜД«өД»ТиTиFЈ¬Ц»КЗЦЖФмФӯАнН¬ЖХНЁиTиFІ»Н¬Ј¬ФцјУБЛФРУэЯ^іМЎЈФЪөНМјЎў№иіЙ·ЭөДиFЛ®ЦРјУИЛЯmБҝөДФРУэ„©Ј¬ТФТЦЦЖЖдЯ^¶ИКҜД«»ҜЎЈТ»°гҒнХfЈ¬ФӯиFЛ®өДә¬МјБҝФЪ2.8Ў«3.0ЈҘЦ®йgЈ¬УЙУЪФРУэиTиFә¬МјЭ^өНЈ¬¶аТФ tБПЦРјУИЛЧгүт”өБҝөДҸUд“ЎЈ№иөДә¬БҝФЪ0.9Ў«1.5ЈҘЦ®йgЈ¬ТФұгјУҙуФРУэ„©өДјУИЛБҝЈ¬ТФМбёЯиTјюҷCРөРФДЬЎЈә¬БтЎўеiБҝ·Ц„eФЪ0.08Ў«0.12ЈҘәН0.9Ў«1.2ЈҘ·¶Үъ•rЈ¬Ифә¬еiБҝЯ^ёЯЈ¬иTиFЦР„tіц¬FқBМјуwЎЈә¬БЧБҝРЎУЪ0.12ЈҘЈ¬ИфЖдә¬БҝёЯЈ¬•юУ°н‘иTјюҸҠ¶ИЎЈ
3.ҷzтһЖҪЕ_иTФмФмРНЯ^іМөДҝШЦЖ
ЎЎЎЎ ФмРНЯ^іМҝШЦЖКЗЙъіЙиTјюөДкPжIЯ^іМЈ¬ЦұҪУУ°н‘иTјюөДЩ|БҝЎЈЦчТӘЧўТвТФПВҺЧ·ҪГжЈә
1)ДЈҳУЈәДЈҳУКЗиTФмЙъ®aЦчТӘөД№ӨЛҮСbӮдЈ¬ТІКЗиTФмЙъ®aөДөЪТ»өА№ӨРтЈ¬ФЪұЈЧCҺЧәОіЯҙзөДН¬•rЎЈТІТӘҝј‘]Йъ®aТҺДЈј°К№УГ·ҪұгРФЎЈФЪЦЖЧчЯ^іМЦРКЧПИТӘҝј‘]өДКЗЖд№ӨЛҮҪYҳӢәНРФДЬЎЈТ»·ҪГжМбёЯЙъ®aВКЈ¬БнТ»·ҪГжТӘұЈЧCЩ|БҝЎЈФЪК№УГЯ^іМЦРТӘҷzтһДЈҳУөДНкХыРФЈ¬ұЈЧCҹoИұПЭК№УГЎЈИз№ыУРИұПЭТӘҪӣЯ^РЮАнәуІЕДЬүтК№УГЎЈЖрДЈ•rТӘЧўТвЗГ“фБҰ¶ИЈ¬дXДЈТӘү|ДҫүKЯMРРЗГ“фЈ¬ңpЙЩдXДЈөДКЬ“pіМ¶ИЎЈ
2)әПАнөД№ӨЛҮЈәІЩЧчХЯТӘҮАёс°ҙ№ӨЛҮЯ^іМЯMРРІЩЧчЈ¬ҡvЗуиTјюҪYҳӢК№ДЈҳУЦЖФмәҶҶО·ҪұгЈ¬К№·ЦРНГж”өДҝЙЩЈ¬ҫЯУР°ОДЈРұ¶ИЈ¬Й°Рҫ”өБҝТӘЙЩЈ¬УРәПАнөДұЪәсЈ¬ЯBҪУМҺТӘУРЯ^¶ЙЎЈЯx“сәПАнөДқІЧўПөҪyЈ¬К№иTјюнҳРтДэ№МЈ¬ТФөГөҪҪMҝ—ҫщ„төДиTјюЎЈ
3)әППдЈәәППдКЗТ»ӮҖІ»ҝЙәцТ•өДЦШТӘӯh№қЈ¬иTРНұнГжөДёЎЙ°ТӘЗеАнёЙғфЈ¬°ҙУЎУӣҢҰәПЈ¬ЧўТвеeПдБҝЈ¬КЗңpЙЩиTјюЖ«ПдөДЦШТӘКЦ¶ОЎЈ
4)ПВРҫЈәПВРҫ•rТӘЖҪ·ҖЈ¬ЗеАнёЎЙ°ЎЈЙ°РҫөДО»ЦГТӘ·ЕЦГәГТФ·АЖ«РҫөД®aЙъЎЈ
5)әжёЙЈәҢҰУЪёЙДЈФмРНәжёЙ№ӨЛҮЈ¬ТӘ°ҙІЩЧчТҺіМЯMРРІЩЧчЈ¬әжёЙ•rйgһй8hТФЙПЈ¬ТФ·АТтәжёЙІ»Нё¶шФміЙЙ°ЎўҡвҝЧөИИұПЭЎЈ
4.ҷzтһЖҪЕ_иTФмқІЧўЯ^іМөДҝШЦЖ
ЎЎЎЎ НЁЯ^ТФЙПӯh№қөДңКӮдЈ¬ҫНҝЙЯMРРқІЧўЎЈқІЧўЗ°ТӘҢҰиTЛ®ЯMРРФРУэәН°ЗФьМҺАнЎЈФЪқІЧўЯ^іМЦРТӘІ»”аБчЎўЖҪ·ҖЈ¬ТФұЬГвӣ_Й°¶шРОіЙЙ°СЫЎЈЕЬ»р•rТӘј°•r¶ВЧЎВ©иTЛ®өДІҝО»Ј¬ІўСaЧгиTЛ®Ј¬ТФңpЙЩАдёфЎўқІІ»ЧгөИИұПЭЎЈ
5.ҷzтһиTиFЖҪ°еиTФмЗеАнЯ^іМөДҝШЦЖ
ЗеАнЯ^іМКЗиTјюАд…sәуҸДиTРНЦРЗеАниTјюЈ¬ТФ«@өГұнГжҹoИұПЭөДиTјюЎЈ
1)ВдЙ°ЈәиTјюұШнҡҪӣЯ^ід·ЦАд…sІЕДЬ°ЗіциTРНЈ¬Т»°гТӘЗуІ»РЎУЪ3hЎЈИз№ы•rйgЯ^¶МЈ¬•ю°lЙъұнГжјӨАд¶шК№УІ¶ИЭ^ёЯФміЙЗРПчА§лyЎЈиTјюЭ^ҙу•rҝЙДЬ•ю®aЙъҹбБСЎўиTјюғИ‘ӘБҰЭ^ҙуЈ¬ТЧФміЙЧғРО¶шУ°н‘иTјюНвРОіЯҙзЎЈ
2)ЗеЙ°ЈәТӘ«@өГұнГж№вқҚ¶ИәГөДиTјюЈ¬РЎ»ојюҝЙТФНЁЯ^ЗеАнқLНІИҘіэұнГжөДЙ°ЧУЎЈҙу»ојюЯMРР’ҒНиМҺАнИҘіэұнГжөДЙ°ЧУЎЈ·ЗјУ№ӨұнГжөДХіЙ°ұШнҡЗеАнёЙғфЈ¬ТФ·АЦ№ФЪСbИліЙЖ·ғИЯ\„У•rГ“ВдәуЯMИлЭSіРКТғИЈ¬ҢҰЭSіРөДК№УГФміЙІ»БјУ°н‘ЎЈ
3)•rР§МҺАнЈәТ»°гөДиTјю¶јТӘЯMРР•rР§МҺАнЈ¬ТФңpРЎиTјюғИ‘ӘБҰ«@өГБјәГөДРФДЬЎЈ
4)ҷzтһЯ^іМөДҝШЦЖЈәНЁЯ^ҷzтһЈ¬·ҙрҒиTјюөДИұПЭЈ¬ІйХТІў·ЦОцФӯТтЈ¬ј°•rІЙИЎҙлК©Ј¬ТФңpЙЩиTјюИұПЭөД®aЙъЎЈ
НЁЯ^ТФЙПӯh№қҝШЦЖЈ¬К№иTјюіЙһйәПёс®aЖ·Ј¬ТӘЗуГҝӮҖЯ^іМПа»ҘЕдәПЈ¬Па»Ҙ…fХ{Ј¬Ц»УРЧўЦШјҡ№қІЕДЬЭ^әГөДҝШЦЖәНМбёЯГҝӮҖЯ^іМөДЩ|БҝЈ¬ІЕДЬұЈЧCиTјюөДЩ|БҝЎЈ
1.ҷzтһЖҪЕ_иTФмДлЙ°Я^іМөДҝШЦЖ
ЎЎЎЎ РНЙ°өДРФДЬҢўЦұҪУУ°н‘иTјюөДЩ|БҝЈ¬ТтҙЛЈ¬РНЙ°‘ӘФ“ҫЯУРБјәГөДНёҡвРФЈ¬қсҸҠ¶ИЎўБч„УРФЎўҝЙЛЬРФәННЛЧҢРФөИЎЈ
ЎЎЎЎ қсРНЙ°‘ӘІЙУГБЈ¶ИФЪ55ЈҜ1O0Ўў75ЈҜ150Ўў100ЈҜ200өД¶аҪЗРО»тҲAРОөДМмИ»КҜЙ°Ј¬Я@ҳУҝЙТФ«@өГЭ^әГөДұнГжҸҠ¶ИәНҝ№ҠAЙ°РФЎЈФЪХіНБә¬БҝПаН¬•rЈ¬ЕтқҷНБұИЖХНЁХіНБөДҹбқсАӯҸҠ¶ИёЯЎЈФЪқсРНХіНБЙ°ЦРјУИлЯmБҝөДГә·ЫЎўДҫРјөИЈ¬ҝЙМбёЯҝ№ҠAЙ°ДЬБҰЈ¬ІўҝЙ·АЦ№ҠAЙ°ЎўХіЙ°¶шөГөҪұнГж№вқҚөДиTјюЎЈРНЙ°өДЛ®·Ц¶Ёһй6ЈҘЧуУТЈ¬ТФК№ЖдҫЯУРЭ^әГөДҫCәПРФДЬЎЈ
ЎЎЎЎ ҮАёс°ҙХХјУБПнҳРтЈәЕfЙ°-РВЙ°-ХіНБ-Гә·Ы-Л®ЎЈ»мДл•rйg¶ЁФЪ6Ў«7minЈ¬»мДләуЯMРРјs5hЧуУТХ{„тЎЈХ{„тәуЯMРРЯ^әYЎўҙтЛЙәуФЩУГЈ¬К№РНЙ°ҫЯУРЛЙЙўРФЈ¬ТФМбёЯНёҡвРФЎўБч„УРФөИЎЈ
2.ҷzтһЖҪЕ_иTФмИЫҹ’Я^іМөДҝШЦЖ
ЎЎЎЎ Йъ®a»ТиTиFјю•rЈ¬ұШнҡҮАёсҝШЦЖИЛ tәНИЛ°ьІДБПөДЩ|БҝЈ¬ҢҰЖдіЙ·ЦЎўүK¶Иј°Ан»ҜРФДЬұШнҡ°ҙТӘЗуЯMРРҷzІйәНтһКХЎЈ
ЎЎЎЎ ФРУэиTиFКЗТ»·NЖ¬ оКҜД«өД»ТиTиFЈ¬Ц»КЗЦЖФмФӯАнН¬ЖХНЁиTиFІ»Н¬Ј¬ФцјУБЛФРУэЯ^іМЎЈФЪөНМјЎў№иіЙ·ЭөДиFЛ®ЦРјУИЛЯmБҝөДФРУэ„©Ј¬ТФТЦЦЖЖдЯ^¶ИКҜД«»ҜЎЈТ»°гҒнХfЈ¬ФӯиFЛ®өДә¬МјБҝФЪ2.8Ў«3.0ЈҘЦ®йgЈ¬УЙУЪФРУэиTиFә¬МјЭ^өНЈ¬¶аТФ tБПЦРјУИЛЧгүт”өБҝөДҸUд“ЎЈ№иөДә¬БҝФЪ0.9Ў«1.5ЈҘЦ®йgЈ¬ТФұгјУҙуФРУэ„©өДјУИЛБҝЈ¬ТФМбёЯиTјюҷCРөРФДЬЎЈә¬БтЎўеiБҝ·Ц„eФЪ0.08Ў«0.12ЈҘәН0.9Ў«1.2ЈҘ·¶Үъ•rЈ¬Ифә¬еiБҝЯ^ёЯЈ¬иTиFЦР„tіц¬FқBМјуwЎЈә¬БЧБҝРЎУЪ0.12ЈҘЈ¬ИфЖдә¬БҝёЯЈ¬•юУ°н‘иTјюҸҠ¶ИЎЈ
3.ҷzтһЖҪЕ_иTФмФмРНЯ^іМөДҝШЦЖ
ЎЎЎЎ ФмРНЯ^іМҝШЦЖКЗЙъіЙиTјюөДкPжIЯ^іМЈ¬ЦұҪУУ°н‘иTјюөДЩ|БҝЎЈЦчТӘЧўТвТФПВҺЧ·ҪГжЈә
1)ДЈҳУЈәДЈҳУКЗиTФмЙъ®aЦчТӘөД№ӨЛҮСbӮдЈ¬ТІКЗиTФмЙъ®aөДөЪТ»өА№ӨРтЈ¬ФЪұЈЧCҺЧәОіЯҙзөДН¬•rЎЈТІТӘҝј‘]Йъ®aТҺДЈј°К№УГ·ҪұгРФЎЈФЪЦЖЧчЯ^іМЦРКЧПИТӘҝј‘]өДКЗЖд№ӨЛҮҪYҳӢәНРФДЬЎЈТ»·ҪГжМбёЯЙъ®aВКЈ¬БнТ»·ҪГжТӘұЈЧCЩ|БҝЎЈФЪК№УГЯ^іМЦРТӘҷzтһДЈҳУөДНкХыРФЈ¬ұЈЧCҹoИұПЭК№УГЎЈИз№ыУРИұПЭТӘҪӣЯ^РЮАнәуІЕДЬүтК№УГЎЈЖрДЈ•rТӘЧўТвЗГ“фБҰ¶ИЈ¬дXДЈТӘү|ДҫүKЯMРРЗГ“фЈ¬ңpЙЩдXДЈөДКЬ“pіМ¶ИЎЈ
2)әПАнөД№ӨЛҮЈәІЩЧчХЯТӘҮАёс°ҙ№ӨЛҮЯ^іМЯMРРІЩЧчЈ¬ҡvЗуиTјюҪYҳӢК№ДЈҳУЦЖФмәҶҶО·ҪұгЈ¬К№·ЦРНГж”өДҝЙЩЈ¬ҫЯУР°ОДЈРұ¶ИЈ¬Й°Рҫ”өБҝТӘЙЩЈ¬УРәПАнөДұЪәсЈ¬ЯBҪУМҺТӘУРЯ^¶ЙЎЈЯx“сәПАнөДқІЧўПөҪyЈ¬К№иTјюнҳРтДэ№МЈ¬ТФөГөҪҪMҝ—ҫщ„төДиTјюЎЈ
3)әППдЈәәППдКЗТ»ӮҖІ»ҝЙәцТ•өДЦШТӘӯh№қЈ¬иTРНұнГжөДёЎЙ°ТӘЗеАнёЙғфЈ¬°ҙУЎУӣҢҰәПЈ¬ЧўТвеeПдБҝЈ¬КЗңpЙЩиTјюЖ«ПдөДЦШТӘКЦ¶ОЎЈ
4)ПВРҫЈәПВРҫ•rТӘЖҪ·ҖЈ¬ЗеАнёЎЙ°ЎЈЙ°РҫөДО»ЦГТӘ·ЕЦГәГТФ·АЖ«РҫөД®aЙъЎЈ
5)әжёЙЈәҢҰУЪёЙДЈФмРНәжёЙ№ӨЛҮЈ¬ТӘ°ҙІЩЧчТҺіМЯMРРІЩЧчЈ¬әжёЙ•rйgһй8hТФЙПЈ¬ТФ·АТтәжёЙІ»Нё¶шФміЙЙ°ЎўҡвҝЧөИИұПЭЎЈ
4.ҷzтһЖҪЕ_иTФмқІЧўЯ^іМөДҝШЦЖ
ЎЎЎЎ НЁЯ^ТФЙПӯh№қөДңКӮдЈ¬ҫНҝЙЯMРРқІЧўЎЈқІЧўЗ°ТӘҢҰиTЛ®ЯMРРФРУэәН°ЗФьМҺАнЎЈФЪқІЧўЯ^іМЦРТӘІ»”аБчЎўЖҪ·ҖЈ¬ТФұЬГвӣ_Й°¶шРОіЙЙ°СЫЎЈЕЬ»р•rТӘј°•r¶ВЧЎВ©иTЛ®өДІҝО»Ј¬ІўСaЧгиTЛ®Ј¬ТФңpЙЩАдёфЎўқІІ»ЧгөИИұПЭЎЈ
5.ҷzтһиTиFЖҪ°еиTФмЗеАнЯ^іМөДҝШЦЖ
ЗеАнЯ^іМКЗиTјюАд…sәуҸДиTРНЦРЗеАниTјюЈ¬ТФ«@өГұнГжҹoИұПЭөДиTјюЎЈ
1)ВдЙ°ЈәиTјюұШнҡҪӣЯ^ід·ЦАд…sІЕДЬ°ЗіциTРНЈ¬Т»°гТӘЗуІ»РЎУЪ3hЎЈИз№ы•rйgЯ^¶МЈ¬•ю°lЙъұнГжјӨАд¶шК№УІ¶ИЭ^ёЯФміЙЗРПчА§лyЎЈиTјюЭ^ҙу•rҝЙДЬ•ю®aЙъҹбБСЎўиTјюғИ‘ӘБҰЭ^ҙуЈ¬ТЧФміЙЧғРО¶шУ°н‘иTјюНвРОіЯҙзЎЈ
2)ЗеЙ°ЈәТӘ«@өГұнГж№вқҚ¶ИәГөДиTјюЈ¬РЎ»ојюҝЙТФНЁЯ^ЗеАнқLНІИҘіэұнГжөДЙ°ЧУЎЈҙу»ојюЯMРР’ҒНиМҺАнИҘіэұнГжөДЙ°ЧУЎЈ·ЗјУ№ӨұнГжөДХіЙ°ұШнҡЗеАнёЙғфЈ¬ТФ·АЦ№ФЪСbИліЙЖ·ғИЯ\„У•rГ“ВдәуЯMИлЭSіРКТғИЈ¬ҢҰЭSіРөДК№УГФміЙІ»БјУ°н‘ЎЈ
3)•rР§МҺАнЈәТ»°гөДиTјю¶јТӘЯMРР•rР§МҺАнЈ¬ТФңpРЎиTјюғИ‘ӘБҰ«@өГБјәГөДРФДЬЎЈ
4)ҷzтһЯ^іМөДҝШЦЖЈәНЁЯ^ҷzтһЈ¬·ҙрҒиTјюөДИұПЭЈ¬ІйХТІў·ЦОцФӯТтЈ¬ј°•rІЙИЎҙлК©Ј¬ТФңpЙЩиTјюИұПЭөД®aЙъЎЈ
НЁЯ^ТФЙПӯh№қҝШЦЖЈ¬К№иTјюіЙһйәПёс®aЖ·Ј¬ТӘЗуГҝӮҖЯ^іМПа»ҘЕдәПЈ¬Па»Ҙ…fХ{Ј¬Ц»УРЧўЦШјҡ№қІЕДЬЭ^әГөДҝШЦЖәНМбёЯГҝӮҖЯ^іМөДЩ|БҝЈ¬ІЕДЬұЈЧCиTјюөДЩ|БҝЎЈ
ЙПТ»ЖӘОДХВЈәРРҳIФ~…R¶ЁБxЈәиTиFЖҪЕ_..Ўҫ2009Дк08ФВ17ИХ РЗЖЪТ»Ўҝ
ПВТ»ЖӘОДХВЈәБҝҫЯРРҳI¶ЁБxЈә·ЗҳЛБҝҫЯ..Ўҫ2009Дк09ФВ09ИХ РЗЖЪИэЎҝ
ПВТ»ЖӘОДХВЈәБҝҫЯРРҳI¶ЁБxЈә·ЗҳЛБҝҫЯ..Ўҫ2009Дк09ФВ09ИХ РЗЖЪИэЎҝ